
Die Techniken bei der Herstellung von Münzen
In diesem Beitrag soll das Verfahren geschildert werden, welches die Preußischen Münzstätten bei der Herstellung von Münzen bis in das 19. Jahrhundert, anwendeten. Dabei unterscheiden wir sieben Arbeitsgänge.
- Das Gießen
- Das Strecken
- das Stückeln
- Das Justieren
- Das Sieden und Scheuern
- Das Prägen
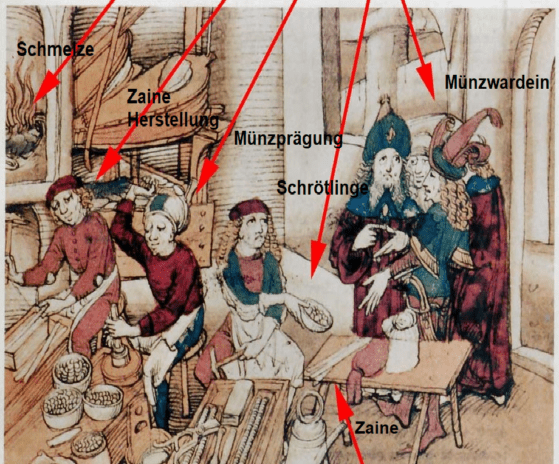
Das Gießen
Das Material, aus welchem eine bestimmte Menge der zu prägenden Münzsorten hergestellt werden sollte, brachte der Wardein auf das für den Münzfuß bestimmte Mischungsverhältnis. Danach wurden die Legierungsbestandteile dem Münzmeister zugewogen. Der Münzmeister war dann für die weitere Münzherstellung zuständig. Nachdem die Masse geschmolzen war, schöpfte der Wardein davon eine kleine Quantität ab und verwahrte sie. Das war die sogenannte Tiegelprobe. Dann goss man das Metall in Stangen. Diese Stangen hießen Zaine.

18 Gröscher 1652 Königsberg, Friedrich Wilhelm (Der große Kurfürst) Münzwardein Christoph Melchior
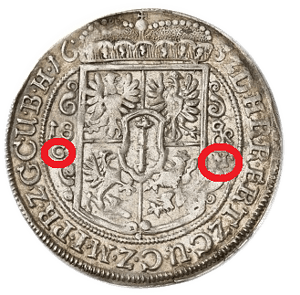
18 Gröscher 1652 Königsberg, Friedrich Wilhelm (Der große Kurfürst) Münzwardein Christoph Melchior
Das Strecken
Die Zaine mussten nun auf eine Stärke gebracht werden, welche die Münzen vor der Prägung haben sollten. In älteren Verfahren bei der Herstellung von Münzen geschah dieser Vorgang durch Dünnhämmern. Durch dieses Verfahren verfestigte sich der Werkstoff. Um die Geschmeidigkeit zu erhalten, glühte man ihn mehrfach. Große Zeitersparnis brachten dann die Streckwalzen. Der Nachteil dieser Walzen war, dass die Wellenlager nicht fest und gleichmäßig genug arbeiteten. Dadurch erhielt der Zain eine ungleichmäßige Dicke. Um diesen Fehler zu beseitigen, streckte man sie nochmals auf einer Reck- oder Streckbank. War das Probestück zu schwer ausgefallen, wurde der Vorgang wiederholt. Die zu leichten Stücke schmolz man wieder ein.
Ab 1719 benötigte man die Reckbank nicht mehr. Das Walzwerk wurde in größeren preußischen Münzstätten durch Pferde- oder Wasserkraft angetrieben. In den kleineren Münzstätten dagegen durch vier Münzarbeiter gedreht. Durch das Walzen wurde der Zain länger und man zerschnitt ihn der Bequemlichkeit halber in zwei oder mehrere Teile.
Das Stückeln bei der Herstellung von Münzen
Vor der Einführung eines Durchschlagewerkzeuges wurden die Platten (ungeprägte Münzstücke), von Hand mit einer Stückelschere ausgeschnitten. Bei größeren Stücken hat man einzeln justiert. Seit 1648 war in der Münzprägestätte Berlin ein Locher, welcher dem Durchmesser der Münzen entsprach, im Gebrauch. Beim Wälzprägewerk geschah das Stückeln nach der Prägung.
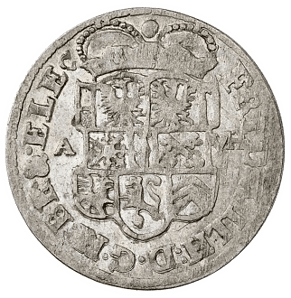
1/8 Reichstaler 1676 Minden, Friedrich Wilhelm (Der große Kurfürst) Avers; Prägeschwäche
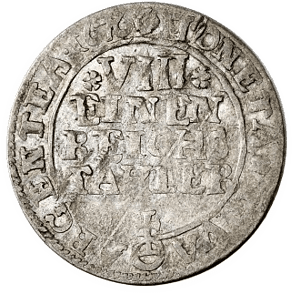
1/8 Reichstaler 1676 Minden, Friedrich Wilhelm (Der große Kurfürst) Revers; Prägeschwäche
Das Justieren
Das justieren hatte den Zweck, die Münzplatten auf das Gewicht zu bringen, welches der Münzfuß vorschrieb. man unterschied zwischen dem Justieren jeden einzelnen Stückes "al pezzo" und einer bestimmten Menge, welche eine feine Mark wog. Dies hieß dann Justieren "al marco". Das letzte Verfahren wurde hauptsächlich bei den Scheidemünzen angewandt. Im 18. Jahrhundert wurde aber oft auch bei größeren Stücken so verfahren. Das Justieren geschah folgendermaßen: Der Arbeiter legte das Stück auf die Waage und feilste das überschüssige Gewicht ab, Zu leichte Stücke mussten wieder eingeschmolzen werden. Bei der Walzenprägung geschah das Justieren nach der Prägung. Diese Feilstriche sieht man auf den älteren Münzen oft, da der Prägeschlag sie nicht immer ausglich. Sie sind die sogenannten Justierspuren.

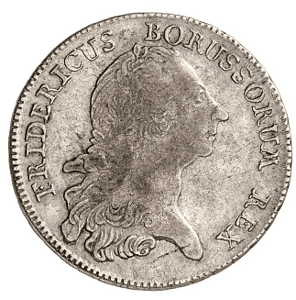
1/12 Taler 1751 Friedrich II. Avers; Justierspuren

1/12 Taler 1751 Friedrich II. Revers; Justierspuren
Das Rändeln
Um den Münzen das Gewicht, welches sie durch das Justieren erhalten hatten, zu garantieren, wurden sie gerändelt.. Zur damaligen Zeit war der Metallwert gleich dem Münzwert. Bei den Dukaten sind oft die Ränder beschnitten oder abgefeilt worden. Man unterschied daher Randdukaten und ungerändelte und verlangte oft ausdrücklich ausdrücklich die Bezahlung in gerändelte Dukaten. Die Preußischen Taler haben seit 1677, mit wenigen Ausnahmen, eine Randschrift oder waren gekerbt. Die kleineren Berliner Münzen haben bis 1713 einen glatten Rand. Die Magdeburger 2/3 Taler hatten aber schon seit 1698 einen Kerbrand. Ab 1713 sind dann fast alle preußischen Gold- und groben Silbermünzen, gerändelt. Eine Ausnahme bei der Herstellung von Münzen bilden nur die Königsberger Gepräge. Dadurch kommen die Königsberger Dukaten viel häufiger beschnitten vor als die Berliner.
1/2 Reichstaler 1767 Breslau Friedrich II. Avers

1/2 Reichstaler 1767 Breslau Friedrich II. Revers
Das Sieden und Scheuern
Die ausgeschnittenen Münzplatten waren durch das Glühen und den anderen Behandlungen schwarz geworden. Durch das Sieden in Chemikalien gab man ihnen ihren Metallglanz wieder. Man unterscheidet hierbei zwei Arten. Bei der ersten, welche für feine Silber- und Goldmünzen nagewendet wurde, waren nur die Unreinheiten und die Oxydation zu entfernen. Die zweite Art wurde bei den geringhaltigen Billonmünzen benutzt, Hierbei wurde durch längeres Sieden das Kupfer aus der Oberfläche entfernt. Die Schrötlinge erhielten dadurch eine rauhe Oberfläche, welche durch das prägen aber wieder glattgedrückt wurde. Anschließend drehten sich die Rohlinge noch in einer Scheuertonne mit Wasser und Kohlestaub zum Polieren. Die großen Silber- und Goldmünzen polierte man von Hand.
Das Prägen, der letzte Arbeitsgang bei der Herstellung von Münzen
Das freie Hammerprägen ist im 18. Jahrhundert im Königreich Preußen nur noch selten angewendet worden. Stattdessen benutze man das Fall- oder Klippwerk. Bei dieser Prägeeinrichtung wurde der Oberstempel in einem Rahmen geführt. Der Präger hob den geführten Oberstempel über einen Riemen mit dem Fuß hoch. Danach legte er die Platte auf den Unterstempel. Ein anderer Arbeiter schlug dann mit dem Hammer auf den herabgelassenen Oberstempel. dadurch erreichte man einen senkrechten Prägeschlag. Als Nachteil galt, dass bei großen Münzen mehrere Schläge nötig wurden und somit Doppelprägungen nicht zu vermeiden waren. Aus diesem Grund wurde das Klippwerk im 18.Jahrhundert fast nur für kleinere Münzen, teilweise bis nach dem Siebenjährigen Krieg, eingesetzt.
In einigen Gebieten wurde bei der Herstellung von Münzen auch das Walzwerk eingesetzt. Hierbei führte man den Zain zwischen zwei Walzen hindurch. Auf den Walzen waren die Münzbilder oval eingraviert. Die Einstellung entlang der Walzen war, da ja die Münzbilder genau gegenüber stehen mussten, nicht einfach. Als weitere Nachteile kamen hinzu, dass die Münzen gebogen waren und das Ausschneiden der Münzen schwierig war. Erhabene Gepräge konnten nicht hergestellt werden. Königsberg prägte auf diese Weise die Schillinge noch bis 1732.

Schilling 1715 Königsberg, Friedrich Wilhelm I. Avers

Schilling 1715 Königsberg, Friedrich Wilhelm I. Revers
Für größere Münzen gebrauchte man damals ein Taschenwerk, eine Abart der vorherigen Prägemethode. Eine Verbesserung gegenüber dem Walzwerk war, dass nicht die ganze Walze ausgetauscht werden musste, wenn ein Stempel unbrauchbar wurde. Die Einstellung der Stempel aufeinander war ebenfalls vereinfacht. Eine weitere Erleichterung war, dass die Münzplatten vorher ausgeschnitten werden konnten. Diese Prägeart war bei den Falschmünzern, weil sie so geräuschlos arbeitete, sehr beliebt und darum verbat man sie 1705 in Celle und Preußen.
Die Unregelmäßigkeiten der Walzen- oder Taschenprägewerkzeuge wurden durch die Einführung einer Maschine, welche um 1560 in Augsburg erfunden wurde, beseitigt. Diese Maschine ist unter verschiedenen Namen bekannt. Zum Beispiel: Stoßwerk, Spindelpresse oder Balancier. Bei der Spindelpresse wird der Oberstempel zwischen einer Führung durch eine Spindelschraube auf und ab bewegt. Am oberen Spindelende sind zwei Hebelarme mit Schwunggewichten von etwa 30 Kilogramm angebracht. Der Oberstempel wird durch anwerfen der Hebelarme durch die Münzarbeiter nach unten auf den Schrötling, welcher auf dem Unterstempel lag, bewegt.

Münzwerkstatt mit Balancier
Durch die Bewegungsenergie wurde der Rohling beidseitig geprägt und eine Münze war entstanden. Mit dieser Presse konnten etwa 30 Hübe in der Minute ausgeführt werden. Das Spindelwerk war in Berlin von 1700-1830 in Gebrauch. Die schönen ebenen geprägten Münzen schließen eine Prägung durch Taschenwerk aus. Im Jahre 1817 erfand Ulrich Uhlhorn eine Kniehebelpresse, welche schließlich den Balancier ablöste und heute vielfach verbessert in der ganzen Welt verwendet wird.

Kniehebelpresse
Quelle: "Die Preußische Münzprägung von 1707-1786"; Klaus Martin; Band 60 der Schriftenreihe "Die Münze".
